Physicomechanical Properties of Mortar with Diluted EPS as the Binding Material
Publication: Journal of Materials in Civil Engineering
Volume 36, Issue 12
Abstract
Expanded polystyrene (EPS) is a widely used material in multiple industries, especially in the construction and packaging of appliances and equipment, owing to its properties of lightweight, sound insulation, thermal insulation, and strength. However, in the final stage of the EPS life cycle, multiple environmental issues arise related to the management of this material’s waste due to the large volume occupied and greenhouse gas emissions. This issue has generated growing interest among researchers worldwide, seeking sustainable alternatives to mitigate these negative impacts. In this study, an alternative for utilizing EPS waste was explored, using it in a diluted form with gasoline to manufacture mortar, where EPS acts as a binder. The properties of the material were evaluated, including compressive strength (CS), density (D), and ultrasonic pulse velocity (UPV), using nonparametric statistical tests and multiple linear regression. Variables such as the weight ratio of EPS, the curing method and temperature, and the pressing load were considered in manufacturing 175 cylindrical samples. The results revealed notable strengths of up to 25 MPa, and correlations were established with nondestructive test data, such as UPV. This research opens new perspectives in the search for sustainable solutions for using EPS waste.
Practical Applications
Optimizing the proportion of diluted EPS using gasoline as a solvent and implementing thermal curing resulted in the material’s outstanding performance. The most imperative results were achieved with a 9% EPS content, followed by 24 h of air drying and an additional 24 h at 110°C. It is relevant to highlight that applying a pressing load of 35 kN led to an additional improvement in compressive strength. The research presents an environmentally friendly curing method characterized by its energy efficiency compared to conventional materials, such as clay blocks. In addition, up to 46% of the solvent evaporates during manufacturing, offering opportunities for solvent recovery techniques. The development of materials, such as dilute EPS mortars, is positioned as a promising and sustainable alternative in construction, with the potential to generate significant savings and environmental benefits. In the construction field, these innovations could find applications in manufacturing masonry blocks, both structural and nonstructural, paving stones, pavements, and filling in structural expansion joints for buildings, among other architectural and structural elements. These applications illustrate the broad spectrum of possibilities of these advanced mortars in the construction landscape.
Introduction
The construction industry represents one of the main generators of economic value at the global level (Tafesse et al. 2022). Nevertheless, its negative environmental impact is significant due to the large amount of construction and demolition waste (CDW) it generates (Del Río Merino et al. 2010). For this reason, it is convenient for the sector to adopt new sustainable and environmentally friendly materials and production models (Vidales 2019). In order to reduce the amount of waste that accumulates in increasingly saturated landfills, it is sought to promote the reuse and recycling of those materials that can be used to generate new materials or products (Villoria et al. 2018). The growing concern for the environmental impact has driven the implementation of different studies to address this problem, as well as the use of CDW in the production of structural concrete as an alternative to reduce pollution (Behera et al. 2014; Kisku et al. 2017) and the reuse of CDW through dismantling techniques of construction materials at the end of their useful life (Zabalza Bribián et al. 2011), through quality management that includes the characterization of processes and an evaluation of quality costs (Formoso et al. 2002).
In addition, there has been a growing interest in using agricultural and industrial waste as raw materials to develop material components that can replace traditional construction materials (Madurwar et al. 2013; Pappu et al. 2007). In particular, the masonry industry has implemented these types of materials in its mixtures to improve their functionality or replace polluting materials that make it up. The development of masonry blocks using palm kernel shells as raw material has been explored concerning the implementation of organic waste. These blocks meet the compression strength requirements established by Malaysia’s technical regulations, reaching strengths of up to 23 MPa and contributing to the reduction of emissions by 20% per tonne (Muntohar and Rahman 2014). Similarly, the fiber of aloe vera (Juárez et al. 2010) and jute fibers (Castañeda et al. 2020) have been used in concrete blocks that present a greater crack control with compressive strength (CS) of 16.3 MPa and 8.1 MPa, respectively, in addition to reducing the apparent density of the samples compared to traditional concrete blocks.
Industrial waste has also been considered for the manufacture of prefabricated elements through various research studies. Turgut (2008) investigated prefabricated block-type elements made of limestone residue and glass powder for their production, allowing for an improvement in compressive and flexural strength of up to 21% (24.9 MPa) and 77% (3.94 MPa), respectively, concerning British technical regulations. Similarly, Holmes et al. (2016) have investigated the use of incinerator bottom ash as a substitute for fine aggregate in the manufacture of prefabricated elements, with which it has been shown that these elements maintain good CS and meet the absorption criterion (12%) according to the ASTM C-90 standard for structural masonry. Likewise, Mahoutian et al. (2018) produced cement masonry blocks using steel slag as a binder and carbon dioxide as a curing activator, demonstrating that these blocks exhibit mechanical and durability properties equal to or even better than commercial blocks, helping to reduce 1.5 million tonnes of per year if all the steel slag produced in the United States and Canada were used in this product.
Similarly, Dahmen et al. (2018) developed blocks made from stabilized soil, reducing emissions by 46% compared to concrete elements and presenting similar CS. Conversely, Sangrutsamee et al. (2012) use recycled paper that meets the required standard for nonload-bearing masonry (ASTM C129), with a compressive strength of 3.23 MPa, in addition to reducing thermal conductivity as they become a thermal insulator, improving energy performance (Nagy 2019). Alternatively, supplementary natural materials such as limestone, class C fly ash, silica fume, and water are presented and used to create a new mixture for the production of masonry blocks that reach compressive strengths of up to 26 MPa, without including portland cement, reducing emissions (Turgut 2012).
From another perspective, plastic waste on a global scale has become an important environmental problem due to high mass production and the generation of waste that it becomes. Consequently, approximately 12% of waste is burned, 79% is deposited in landfills and oceans, and only 9% is recycled (Noor and Rehman 2022). Consequently, large volumes of waste are generated that must be managed properly to minimize the negative impact on the environment. Within plastic waste is expanded polystyrene (EPS), a foamed material that is produced from polystyrene beads (Chaukura et al. 2016), characterized as a nonbiodegradable (Bicer 2021) and large-volume material that generates a high impact on the environment (Rodriguez 2019). Recycling these products is expensive as a consequence of the large volume of waste storage, making transportation (Milling et al. 2020; Moghaddam and Alkhansari 2021) and disposal (Kan and Demirboǧa 2009) difficult. As a result, most EPS waste is incinerated or landfilled, causing significant emissions of gases to the atmosphere and generating large amounts of leachate into the soil resulting from the decomposition of the materials (Munir et al. 2022).
Regarding EPS, the construction industry is making significant efforts to improve the management of this type of waste (Hidalgo-Crespo et al. 2022). Currently, EPS in the form of beads has been used as an aggregate in lightweight concrete, reaching CS of up to 12 MPa, and can be applied to nonstructural elements (Bouvard et al. 2007; El Gamal et al. 2023; Li et al. 2015; Liu and Chen 2014). Similarly, Meddage et al. (2022) implemented lightweight concretes based on EPS for the construction of roof slabs, reducing costs and carbon emissions and decreasing operating energy consumption by 8.3%, 20%, and 41%, respectively, in comparison to traditional reinforced concrete slabs.
Similarly, adding EPS as a substitute for cement in conventional mortars has been implemented, resulting in CS of 6 MPa and bond strengths of 3.96 MPa, doubling those of cement mortars (Milling et al. 2020). In related topics, Ferrándiz-Mas et al. (2016) presented lightweight mortars by adding EPS to the mixture in a proportion of up to 60%, developing maximum CS of 11.7 MPa. Flow values between 168 and were determined, and apparent densities were between 1,280 and , characteristics that make them suitable for masonry, plastering, and cladding works. Similarly, these mortars improve energy efficiency as thermal insulators (Gomes et al. 2018). Analogously, EPS has been used in pavement construction, mainly in the filling function, helping to reduce vibrations (Mohajerani et al. 2017), even as a stabilizer in embankments (AbdelSalam et al. 2019; Shelke and Murty 2011).
Despite the efforts to improve EPS waste management, the exponential increase in use and negative environmental impacts have made effective waste management imperative. In this context, there has been a growing interest in using diluted EPS as a construction material. This practice offers a sustainable and effective alternative to EPS waste management, promoting material reuse and contributing to construction sustainability. Therefore, Sariisik and Sariisik (2012) produced masonry blocks using EPS, pumice, and lightweight concrete, providing better thermal and acoustic insulation, and their CS meets the Turkish requirements for nonstructural masonry blocks with 2.99 MPa. Similarly, Vinod et al. (2022) have also explored the use of EPS as an aggregate in concrete blocks, although it is only used in nonstructural masonry because of low compressive strength but presents low density and shrinkage.
Nevertheless, this practice represents a good economic option and can offer greater strength than conventional nonstructural blocks. Consequently, various studies have been conducted on implementing alternative waste materials to address the environmental problems generated by construction on a global scale. Despite this, few studies, such as the one developed by Milling et al. (2020), have explored using EPS as the only binding material in mortar or concrete mixtures, obtaining compressive strength results of up to 10.96 MPa. This study aims to evaluate compressive strength from destructive tests correlated with nondestructive test parameters such as ultrasonic pulse velocity (UPV) and density of mortar mixtures made of sand and EPS binder, considering independent variables such as the optimal proportion of EPS diluted using gasoline as a solvent in the mortar mixture, in addition to the effect of oven and air curing and the application of pressing load for compaction of the material. Consequently, the reuse of waste materials is promoted, contributing to sustainability in construction. The implementation of independent variables resulted in a notable improvement in the mechanical and physical properties of the material.
Materials and Methods
This study evaluated the mechanical parameters of mortar mixtures made of sand and EPS diluted with gasoline as an aggregate. This work belongs to the sustainable construction materials research line and seeks to propose innovative and ecological alternatives to conventional materials. A structured and systematic methodology was followed, which included the classification of materials, the preparation of samples, nondestructive and destructive tests, and a statistical analysis of the results obtained. The methodological scheme used is presented in Fig. 1.
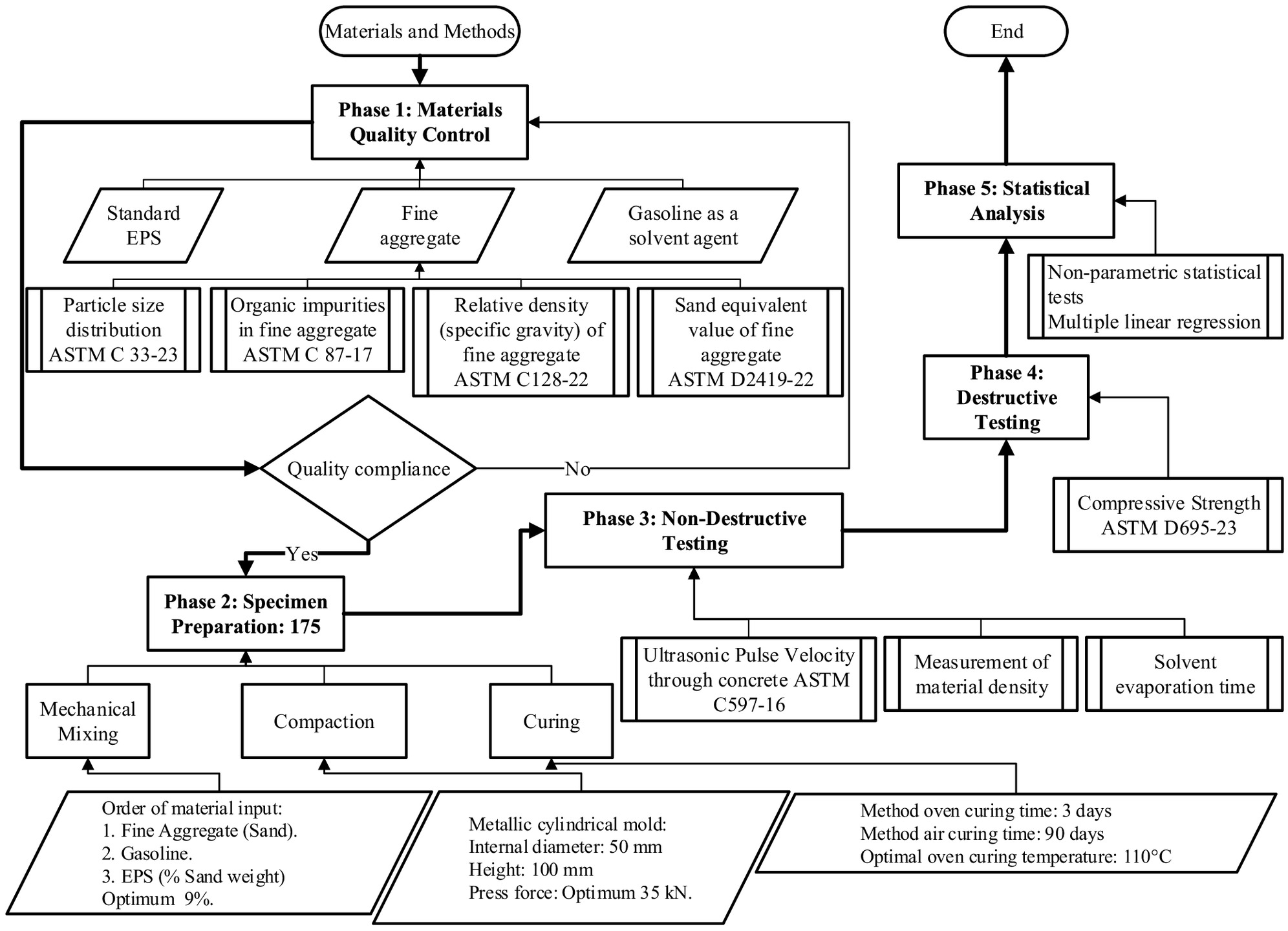
Various research techniques and tools were used to collect, analyze, and organize information, including laboratory tests and statistical analysis of results. This experimental research provides valuable information about the properties and performance of this type of material, considering variables such as the optimal proportion of EPS diluted with gasoline, in addition to the effect of thermal curing and the application of pressing load for compaction of the material, offering a sustainable and ecological alternative to traditional construction materials.
Phase 1: Materials Quality Control
Concrete sand was selected as the fine aggregate for the preparation of the specimens in this project, crushed and recycled EPS was used as the binder, and gasoline was added as a solvent. The fine aggregate was subjected to four laboratory tests: particle size distribution (ASTM 2023a), organic impurities in fine aggregate (ASTM 2023d), relative density (specific gravity) of fine aggregate (ASTM 2022a), and sand equivalent value of fine aggregate (ASTM 2022b) to determine the viability of using the material in the production process. On the other hand, white EPS with spherical particle geometry with a diameter ranging from 1.21 mm to 3.93 mm was used. No initial quality tests were performed as it was considered a standard recycled clean material from packaging elements of appliances and equipment. Regular gasoline with 87 octanes was also used as a solvent. According to the technical sheet, it is a colorless or yellow liquid with a characteristic odor at room temperature. Its specific gravity at 20°C varies between 0.72 and 0.76, and its boiling point ranges from 25°C to 225°C. It has an extremely low melting point, reaching . The relative density of the vapor is greater than three compared to air. The vapor pressure at 20°C is 55 kPa.
Phase 2: Specimen Preparation
Practical concepts were applied in the fabrication of the samples, such as the diameter–length ratio of the cylinders, based on the specification (ASTM 2015) standard practice for making and curing concrete test specimens in the laboratory. Molds based on the specifications (ASTM 2023b) standard specification for molds for forming concrete test cylinders vertically were utilized.
The process for manufacturing 175 cylindrical specimens, with typical dimensions of 50 mm in diameter and 100 mm in height, is described. These specimens were fundamental to investigate the impact of the independent variables, namely, EPS ratio (%), oven curing temperature (°C), compaction stress (MPa), and air curing days without oven (days). The distribution and mortar mixture design of these 175 specimens is detailed in Table 1.
| Independent variable | Number of specimens | Mortar mixture design | ||
|---|---|---|---|---|
| Fine aggregate (g) | EPS (Fine aggregate %) | Gasoline (mL) | ||
| EPS proportioning (%) | 47 | 395 | Variation 4%–15% | 125 |
| Curing oven temperature (°C) | 50 | 395 | 9% | 125 |
| Compaction stress (MPa) | 48 | 395 | 9% | 125 |
| Days of air curing without an oven (days) | 30 | 395 | 9% | 125 |
| Total | 175 | — | — | — |
Mechanical Mixing
The material mixing process was carried out in a standardized manner for all samples using mechanical means. A mixing procedure was defined based on tests, obtaining the best results by initially mixing the fine aggregate with half the volume of gasoline and then adding the EPS Fig. 2(a). Next, while the mixing equipment stirred the material, as shown in Fig. 2(b), the remaining volume of solvent was added as the EPS dissolved. The EPS dosage in the mixture was determined as a proportion of the weight of the fine aggregate, evaluating proportions from 4%, 6%, 8%, 9%, 10%, 11%, 12%, 13%, and 15%. Likewise, on average, the amount of solvent used for samples with dosages close to 9% of EPS was 125 mL.

Compaction
The compaction of the material was carried out using controlled mechanical means to determine the best pressing pressure for the material, as shown in Fig. 3. Metal molds with dimensions of 50 mm in diameter and 100 mm in height were used to shape the compacted specimens. According to the tests carried out for the pressure variable, the optimal pressing load was 35 kN, generating a compaction stress of 15.3 MPa in the specimens. This optimal load was used to manufacture the specimens to determine the effect of the other independent variables studied in this research.

Curing
Two material curing methodologies were evaluated; the first consisted of generating curing conditions at an average ambient temperature of 22°C so that the evolution of the material’s compressive strength (CS) was evaluated from the first day to the 90th day of curing. Alternatively, the second curing method consisted of the application of the first 24 h of curing in air, to later apply temperature through an oven to the samples for three days, as shown in Fig. 4, the temperature variations applied were 40°C, 50°C, 60°C, 70°C, 80°C, 90°C, 100°C, 110°C, 120°C, and 150°C. Additionally, during the three days of oven curing, the weight of each sample was recorded to determine the evaporation rate of the solvent used in the mixture of each sample.

Phase 3: Nondestructive Testing
The physical properties of all the manufactured specimens were evaluated using nondestructive tests such as UPV, as it provides information about the propagation speed of ultrasonic waves in the material, which is directly related to its mechanical properties. This process allows obtaining crucial data about the quality and strength of the mortar without causing physical damage to the sample. It also enables the detection of potential defects or anomalies in the mortar without compromising the sample’s integrity. This test is essential for assessing the homogeneity of the material and identifying possible internal issues. Additionally, it allows for the optimization of resources and provides additional detail for the samples.
The dimensions and mass of each sample were recorded to determine the density of the material, as shown in Fig. 5(a). Additionally, the UPV through concrete (ASTM 2022c) test was applied using the direct method on the cylindrical samples, as shown in Fig. 5(b).

Phase 4: Destructive Testing
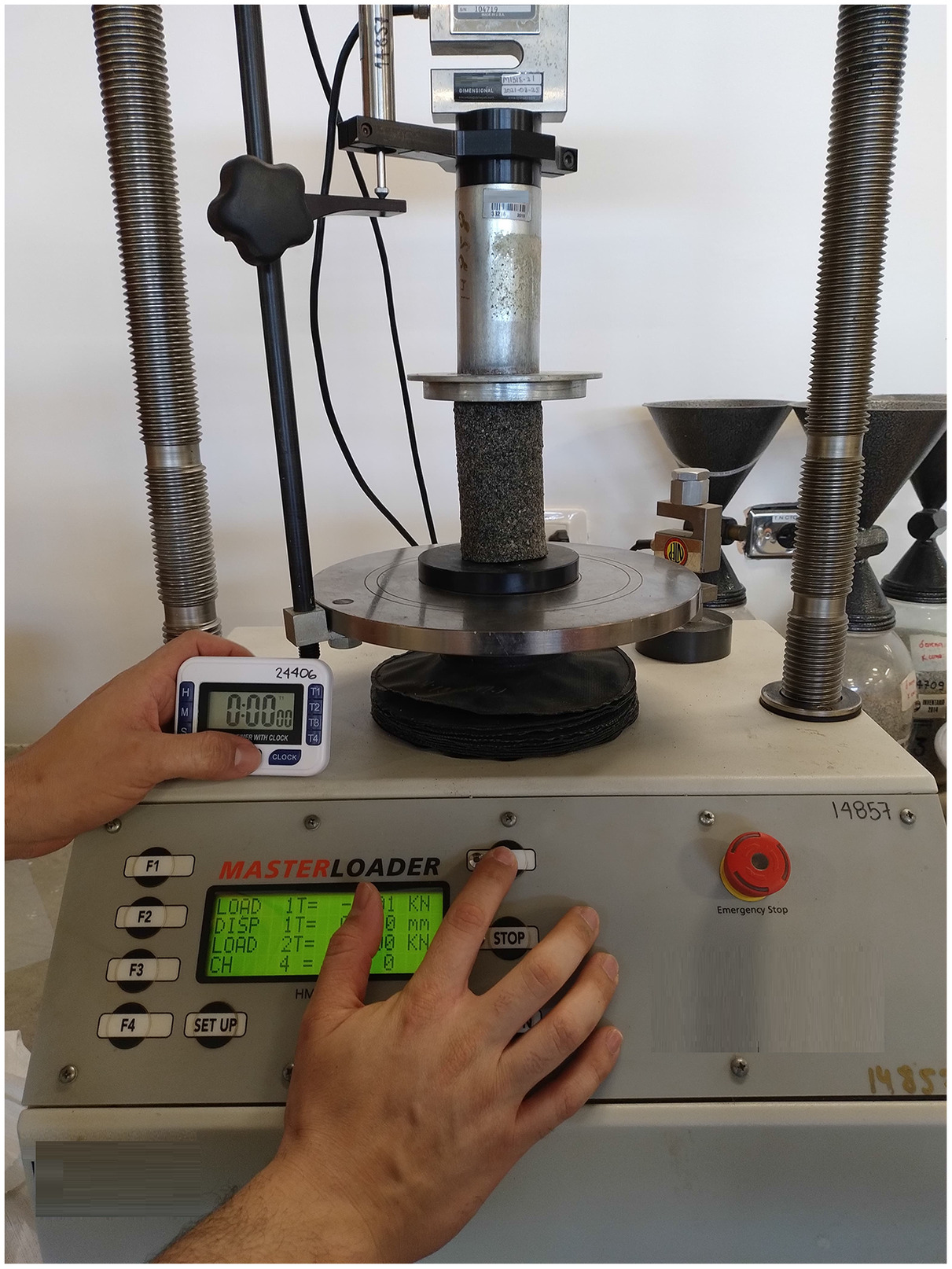
The mechanical properties of all the cylindrical specimens manufactured were evaluated using destructive testing. The CS test (ASTM 2023c) was applied to each sample, as shown in Fig. 6.
Phase 5: Statistical Analysis
The behavior of the physical and mechanical properties of the material was analyzed based on the results of destructive and nondestructive tests categorized into the dependent variables, such as CS, density (D), and UPV.
Initially, tests were carried out to select parametric or nonparametric statistical techniques, so the Kolmogorov–Smirnov (KS) test was performed to determine if the results follow a normal probability distribution (Gaussian) (Massey 1951). The null hypothesis H0 was established, which assumes that the data follow a normal distribution, and the analyses were carried out using the IBM SPSS Statistics software; the results are presented in Table 2. According to the asymptotic significance (Two-Tailed) − p-value associated with the KS statistic, which is less than the predefined significance level of 0.05 in all data groups, the null hypothesis is rejected, and it is concluded that the data do not follow the normal distribution.
| Sample group | Density () | Compressive strength (MPa) | UPV () |
|---|---|---|---|
| EPS proportioning | |||
| N − EPS proportioning (%) | 47 | 47 | 47 |
| Asymptotic significance (Two-tailed) − p-value | 0.009 | ||
| Curing oven temperature | — | — | — |
| N − Curing oven temperature (°C) | 50 | 50 | 50 |
| Asymptotic significance (Two-tailed) − p-value | 0.025 | 0.003 | |
| Compaction stress | |||
| N − Compaction stress (MPa) | 48 | 48 | 48 |
| Asymptotic significance (Two-tailed) − p-value | 0.021 | 0.017 | |
| Days of air curing without oven | |||
| N − Days of air curing without oven (days) | 30 | 30 | 30 |
| Asymptotic significance (Two-tailed) − p-value | 0.007 | ||
Note: N = number of samples tested.
Considering the results of the Kolmogorov–Smirnov normality test, the effect of independent variables such as EPS weight ratio, curing method, curing temperature, and pressing load were analyzed. The nonparametric Kruskal–Wallis statistical test was used since the data distribution did not follow a normal distribution (Ostertagová et al. 2014) to determine if there were significant differences between independent groups for each dependent variable studied.
Additionally, since the assumptions of equal variances and normality in the data were not met, post hoc analyses were performed using the Games–Howell test to compare the specific resulting data groups that involved the independent variables on the dependent variables and obtain details of the behavior and significant differences between them (Games and Howell 1976). In addition, a multiple linear regression model with the Enter method was calculated to predict the effect of measurements from nondestructive tests, such as UPV () and material density (), on the results of destructive tests, such as CS (MPa).
Results
The following section presents the results and analysis of the procedural methodological development of this study. Aspects related to material quality control, nondestructive testing, destructive testing, and statistical data analysis are addressed. This section provides a detailed overview of the findings derived from each process stage, contributing to a comprehensive understanding of the research.
Phase 1: Materials Quality Control
Based on the results of the tests applied to the fine aggregate shown in Table 3, it is deduced that the material is suitable for use in the production of mortars or concretes, in the case of this research, using EPS as a binding agent. The importance of these results lies in reducing the error in the main research results due to the quality of the materials used.
| Test | Standard | Specification | Result | Compliance |
|---|---|---|---|---|
| Particle size distribution | ASTM C33/C33M-23 | Particle size distribution between limiting curves | Yes | Ok |
| Organic impurities in fine aggregate | ASTM C87/C87M-23 | Max 3 | 2 | Ok |
| Relative density (specific gravity) | ASTM C128-22 | — | 2.6 | Ok |
| The sand equivalent value of soils and fine aggregate | ASTM D2419-22 | Min 40% | 89% | Ok |
Phase 3: Nondestructive Testing
The following section presents the results and analysis related to UPV, material density, and solvent evaporation. The analyses presented in this segment are fundamental for a comprehensive understanding of the research, shedding light on the material properties and their dynamic changes throughout the experimental process.
UPV and Material Density Results
In the analysis of the UPV results shown in Fig. 7, it is highlighted that the optimal EPS percentage to achieve the maximum UPV is 9%, with velocities reaching up to . These results indicate greater cohesion between the fine aggregate particles, resulting in a higher speed of propagation of ultrasonic waves. In comparison, samples with low EPS dosages show poor adhesion between the fine aggregate particles, while high dosages of up to 15% face difficulties in the curing process due to the limited evaporation of the solvent inside the material. As a result, these samples show lower stiffness.

In comparison with studies related to UPV tests for conventional concretes, such as the one developed by Qurashi et al. (2019), it is observed that average velocity values can reach up to when there is no addition of undiluted EPS. However, when the addition of up to 40% EPS is initiated, the velocity values decline to . On the other hand, in the case of this study, when diluted EPS is used for mortar manufacturing, the maximum UPV values are obtained when 9% of EPS is employed.
Regarding the material density, a constant behavior is observed with slightly higher values in EPS proportions close to 9%. This phenomenon could be related to forming a more compact structure under these conditions.
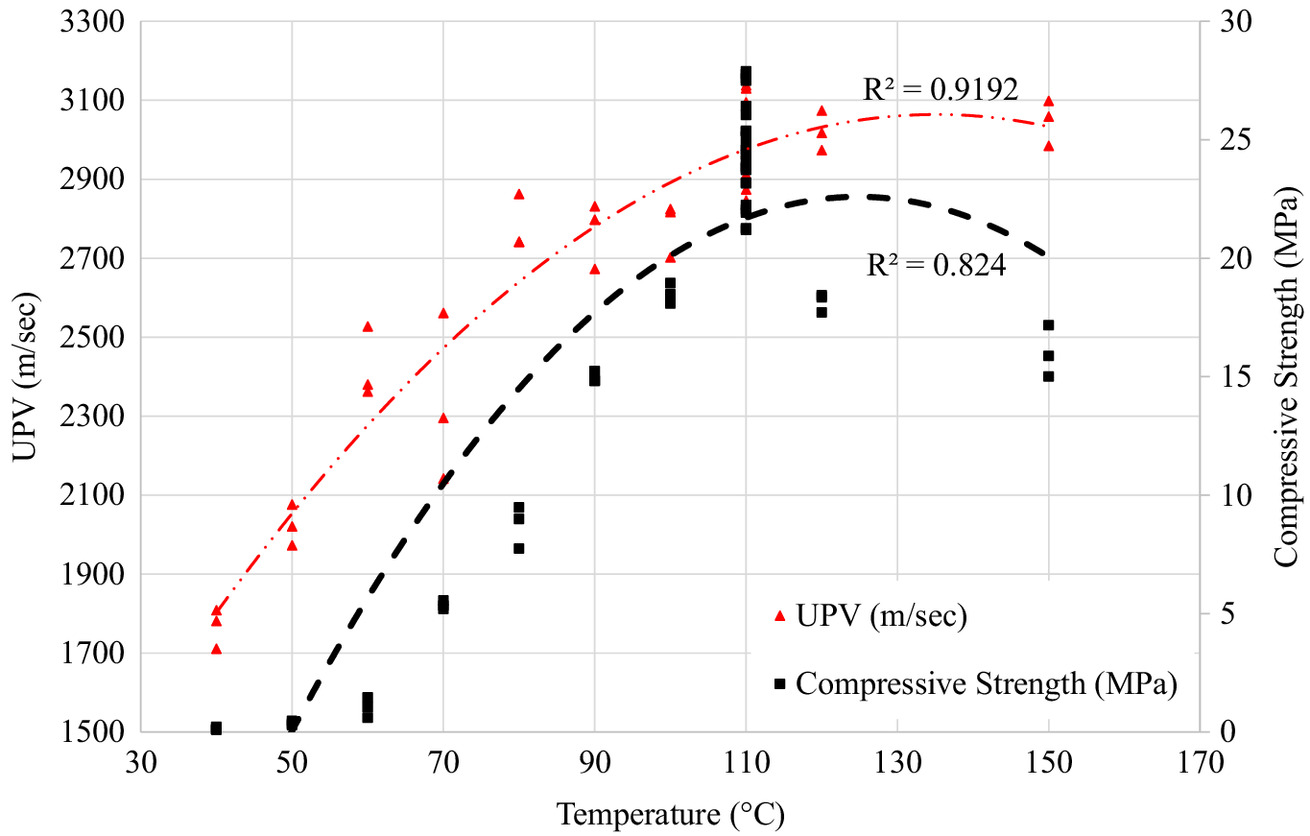
When analyzing the samples subjected to variations in the oven curing temperature, an increase in the pulse velocity is observed as the temperature rises, as shown in Fig. 8. However, when temperatures above 110°C are applied, the solvent evaporation accelerates considerably, resulting in unwanted deformations in the samples. As for the material, density tends to decrease as the temperature increases since the solvent has a greater capacity to leave the material. However, this reduction leads to unwanted deformations in the samples.

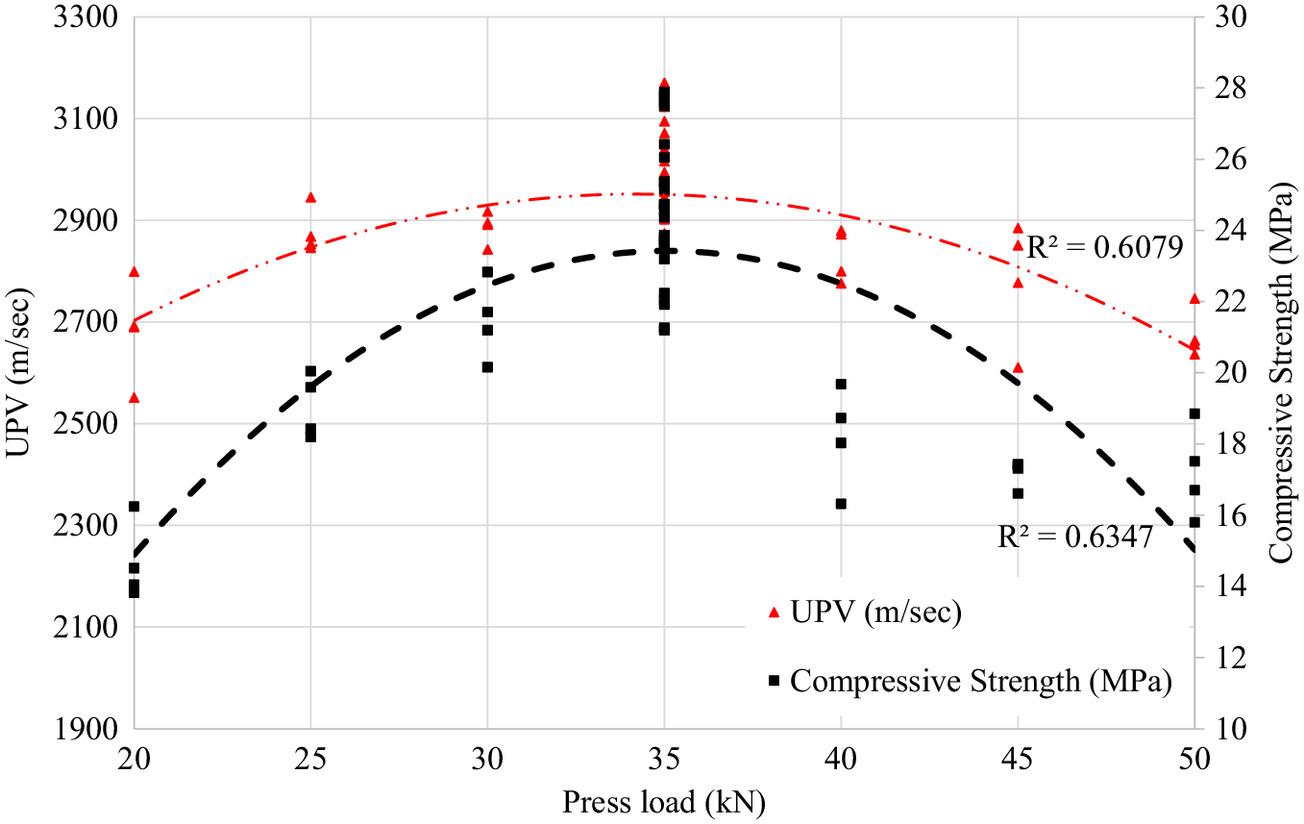
About the pressing load of the samples, it is observed that the application of a load of 35 kN, generating a stress of 15.3 MPa in the material, results in the highest pulse velocities, reaching up to , as shown in Fig. 9. Nevertheless, applying higher loads does not lead to a significant increase in the pulse velocity due to possible damage to the solid particles of the fine aggregate. As for the material density, it remains relatively constant in the face of variations in pressing loads.

Solvent Evaporation
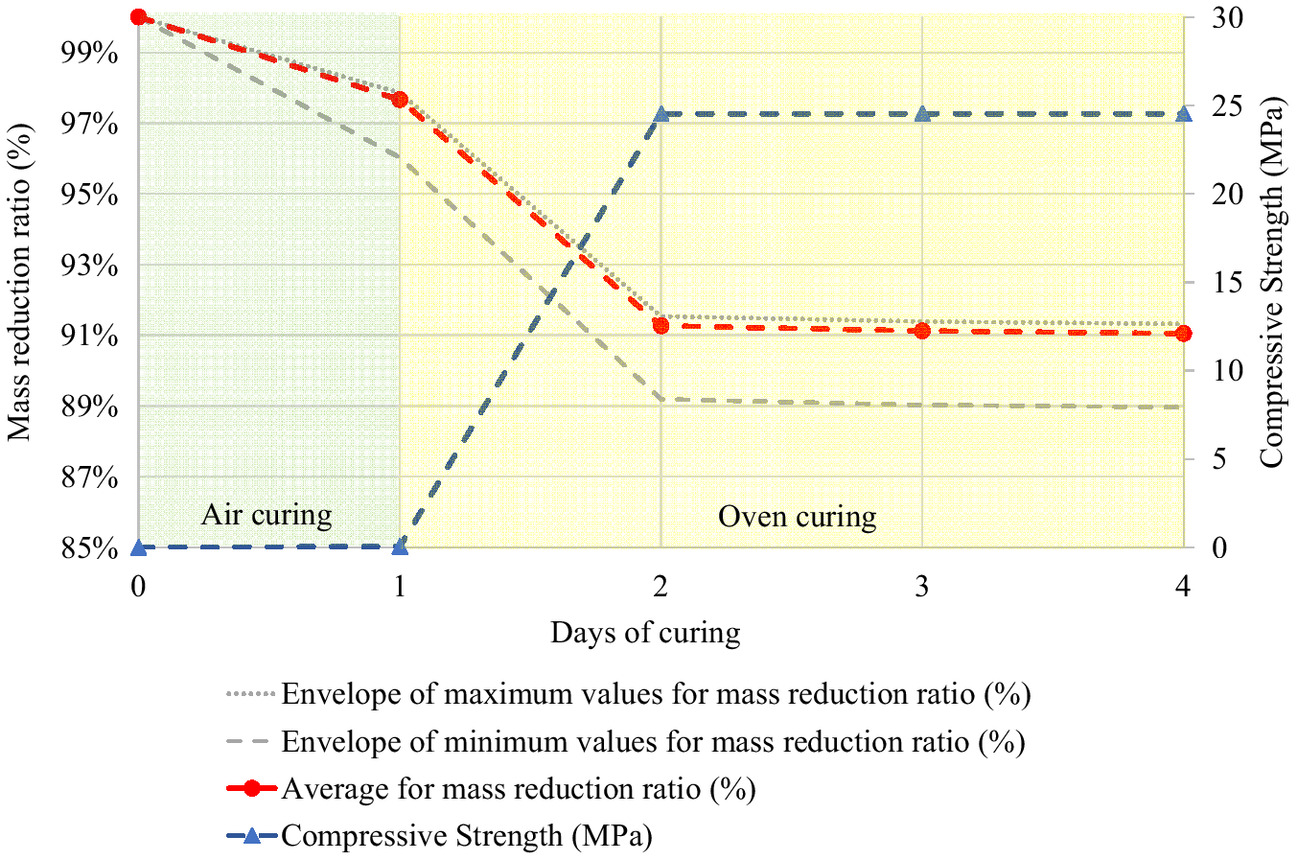
Weight measurements of the samples during both air and oven curing confirmed the solvent evaporation process. Notably, only 24 h of air drying followed by 24 h of oven drying at 110°C are sufficient. Further oven drying for two additional days, as shown in Fig. 10 (Average for mass reduction ratio), yielded minimal solvent evaporation (only 1.1%). Similarly, Fig. 10 highlights that the initial strength increase on the first day of air drying is negligible. Conversely, oven curing at 110°C promotes an exponential strength gain, reaching near-maximum values after just 24 h. Subsequent oven curing days show insignificant further strength improvement.
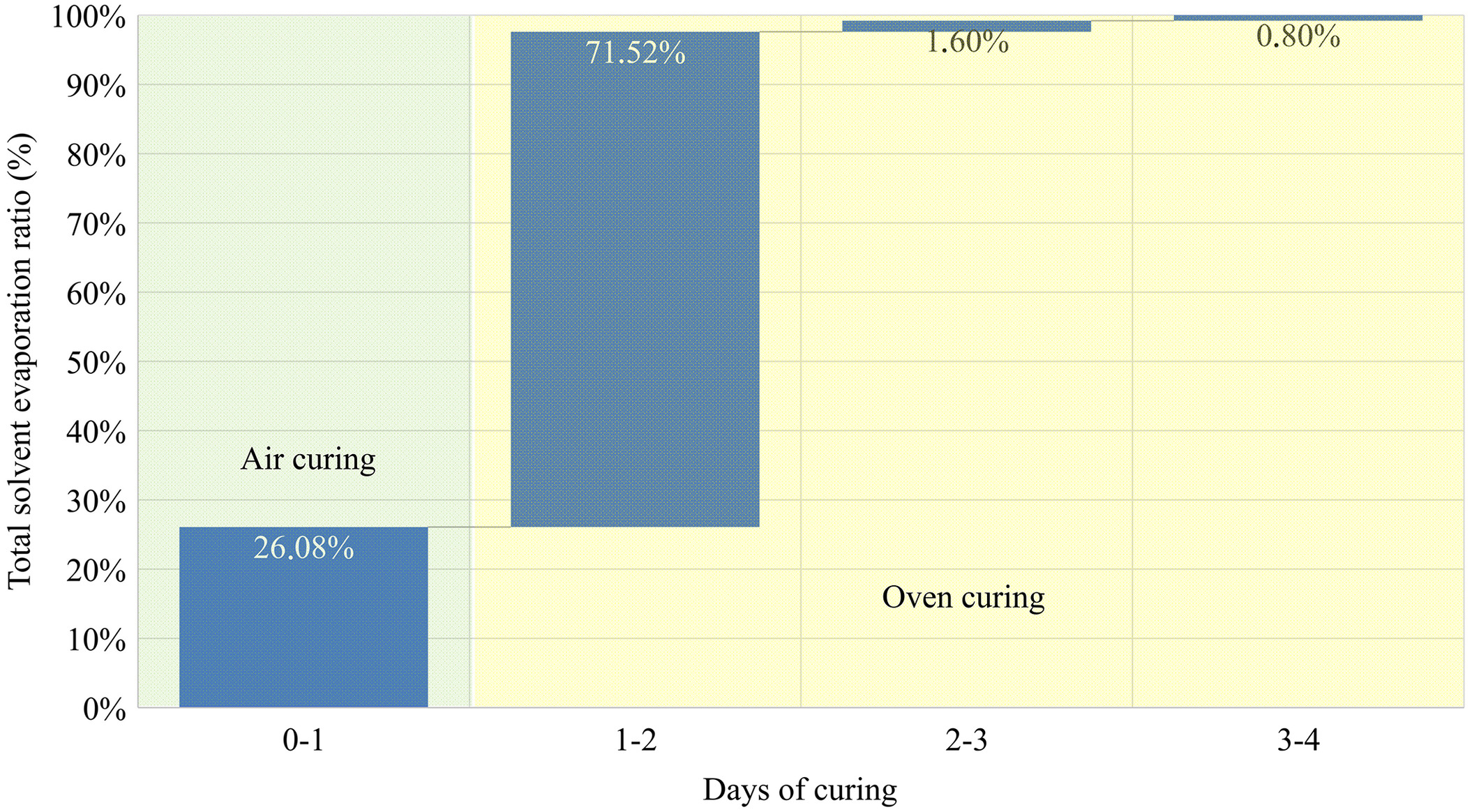
Open-air curing contributes an average of 26.08% of the total solvent evaporated within the first 24 h. Adding one day of subsequent oven curing contributes to an average of 71.52%, as shown in Fig. 11. This efficiency boost translates to substantial productivity and cost benefits by minimizing drying time and energy consumption.
Furthermore, according to the evaporation results, up to 46% of the solvent used is extracted from the material samples during the curing stage. This finding opens avenues for research focused on recycling and reusing the solvent to reduce the acquisition costs of new solvents, promote resource efficiency, and decrease mortar production costs. Also, future investigations may conduct analyses from an environmental perspective, leveraging solvent recovery efforts aimed at minimizing waste generation and reducing the emission of pollutants associated with the production of such materials.
Phase 4: Destructive Testing: Compressive Strength
The following section presents the results and analysis of the destructive tests conducted in the project, specifically focused on the CS of cylindrical samples. These analyses play a crucial role in the overall understanding of the research, as they provide a deep understanding of the mechanical properties of the materials studied and their potential relationships with the other variables involved in the project.
The results of the CS tests revealed that the optimal percentage of EPS in the mixture, which generated the highest strength, was 9%, with average stress values reaching 25 MPa, as shown in Fig. 12. In comparison with other research, such as the one conducted by Van Deursen et al. (2023), where diluted EPS mortar is used to develop bricks and pavement tiles specimens, using acetone:toluene mixtures at a ratio of as a solvent, and diluted EPS paste and sand at proportions of , maximum compression strengths of 12.73 MPa are achieved using an air curing procedure. Consequently, with the air curing and oven curing methodology proposed in this research and using gasoline as a solvent, compression strength values up to 51% higher are attained in the cylindrical specimens of diluted EPS mortar.

Lower and higher proportions of EPS did not perform well in terms of strength since the lower ones lacked effective adhesion between the fine aggregate particles, while the higher ones did not allow the material to acquire the rigidity necessary to achieve high compressive strengths. This trend was also reflected in the UPV results, where samples with a 9% dosage reached the highest values.
Regarding the influence of the variation of the curing temperature on CS, it was found that the best performance and the least undesirable deformations were obtained at curing temperatures of 110°C, as shown in Fig. 13. In contrast, higher temperatures resulted in expansive deformations due to a rapid release of the solvent from the material, generating internal voids in the samples. Despite this, the UPV values continued to increase even at temperatures above 110°C, suggesting greater solvent evaporation, albeit with deformation effects.
In the case of the variation of the pressing load, it was observed that the best performance of the material was achieved with loads of 35 kN, generating a pressing stress of 15.3 MPa in the samples. This coincided with the UPV results, where samples subjected to loads of 35 kN also showed the highest values, as shown in Fig. 14.
The results indicate a similar trend between CS and UPV, suggesting a strong correlation between these mechanical properties and supporting the effectiveness of optimal dosages and curing conditions in developing high-performance materials.
Phase 5: Statistical Analysis
The following results were obtained from two fundamental analyses: Group comparison using the Kruskal–Wallis test and multiple linear regression analysis. The first analysis, the Group comparison using the Kruskal–Wallis test, was performed because the data did not meet the assumption of a normal distribution, as determined by the Kolmogorov–Smirnov normality test. This evaluation aimed to determine if there are significant differences between the different independent groups concerning the dependent variables under study.
In the second section, a multiple linear regression analysis was performed using the Enter method. The purpose of this analysis was to predict the impact of the measurements obtained through nondestructive tests, such as UPV () and material density (), on the results of destructive tests, specifically, CS (MPa).
Comparison between Groups Using the Kruskal–Wallis Test
The statistical analysis results using the nonparametric Kruskal–Wallis test are presented. This choice was made because the data distribution did not meet the assumptions of normality. The main objective of this analysis was to determine the presence of significant differences between the independent groups about each dependent variable studied.
Since the data showed heteroskedasticity and lack of normality, post hoc analyses were performed using the Games–Howell test. This allowed a detailed comparison between the specific data groups that emerged from the different combinations of the independent variables EPS proportioning (%), curing oven temperature (°C), compaction stress (MPa), and days of air curing without oven (days) concerning the dependent variables CS (MPa), density (), UPV (). In this way, the variations and significant differences between these groups could be identified, as shown in Tables 4–7.
| Variables | EPS (%) | H | p | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 4 | 6 | 8 | 9 | 10 | 11 | 12 | 13 | 15 | |||
| CS (MPa) | 4.5 (1.47) | 11.57 (7.2) | 18.77 (1.65) | 24.57 (6.7) | 20.38 (2.72) | 20.48 (4.08) | 9.54 (8.71) | 8.32 (3.4) | 4.76 (0.58) | 39.75 | 0.005 |
| UPV () | 2,456 (627) | 2,692 (254) | 2,883 (39.2) | 2,965 (336) | 2,977 (71) | 2,884 (112) | 2,711 (41) | 2,289 (86) | 2,158 (121) | 34.11 | |
| D () | 1.62 (0.08) | 1.68 (0.13) | 1.66 (0.11) | 1.72 (0.26) | 1.61 (0.15) | 1.58 (0.17) | 1.61 (0.17) | 1.58 (0.05) | 1.6 (0.05) | 22.15 | |
Note: Values given are the median, with the range in parentheses. CS = compressive strength (MPa); D = density (); and UPV = ultrasonic pulse velocity ().
| Variables | Temperature (°C) | H | p | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 40 | 50 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 150 | |||
| CS (MPa) | 0.11 (0.11) | 0.36 (0.18) | 1.04 (0.86) | 5.34 (0.36) | 8.99 (1.73) | 14.83 (0.41) | 18.48 (0.87) | 24.37 (3.7) | 18.35 (0.72) | 15.87 (2.17) | 44.08 | |
| UPV () | 1,781 (97) | 2,021 (104) | 2,380 (165) | 2,295 (419) | 2,741 (121) | 2,797 (159) | 2,816 (122) | 2,977 (336) | 3,017 (100) | 3,058 (114) | 39.35 | |
| D () | 1.97 (0.14) | 1.82 (0.05) | 1.82 (0.02) | 1.74 (0.12) | 1.66 (0.05) | 1.66 (0.12) | 1.68 (0.07) | 1.72 (0.26) | 1.49 (0.15) | 1.63 (0.08) | 34.7 | |
Note: Values given are the median, with the range in parentheses. CS = compressive strength (MPa); D = density (); and UPV = ultrasonic pulse velocity ().
| Variables | Press load (kN)–Compaction stress (MPa) | H | p | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 20–8.7 | 25–10.9 | 30–13.1 | 35–15.3 | 40–17.5 | 45–19.6 | 50–21.8 | |||
| CS (MPa) | 14.28 (2.43) | 19.01 (1.85) | 21.45 (2.67) | 24.47 (6.7) | 18.38 (3.36) | 17.35 (0.82) | 17.10 (3.05) | 38.9 | |
| UPV () | 2,691 (247) | 2,861 (99) | 2,893 (74) | 2,962 (336) | 2,836 (103) | 2,814 (274) | 2,660 (110) | 30.54 | |
| D () | 1.8 (0.04) | 1.82 (0.02) | 1.84 (0.05) | 1.72 (0.36) | 1.83 (0.03) | 1.83 (0.01) | 1.80 (0.05) | 20.32 | 0.002 |
Note: Values given are the median, with the range in parentheses. CS = compressive strength (MPa); D = density (); and UPV = ultrasonic pulse velocity ().
| Variables | Days of air curing without an oven (days) | H | p | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 3 | 5 | 8 | 10 | 15 | 20 | 30 | 60 | 90 | |||
| CS (MPa) | 0.03 (0.08) | 0.20 (0.02) | 0.35 (0.24) | 0.76 (0.27) | 1.02 (0.19) | 2.12 (1.31) | 2.76 (0.76) | 3.88 (0.41) | 5.18 (1.21) | 6.51 (0.94) | 28.64 | |
| UPV () | 964 (336) | 1,990 (180) | 2,276 (243) | 2,266 (175) | 2,112 (81) | 2,575 (486) | 2,193 (199) | 2,405 (437) | 2,796 (314) | 2,675 (255) | 24.07 | 0.004 |
| D () | 1.73 (0.14) | 1.67 (0.01) | 1.69 (0.07) | 1.56 (0.19) | 1.70 (0.35) | 1.58 (0.23) | 1.66 (0.31) | 1.64 (0.08) | 1.66 (0.18) | 1.72 (0.07) | 12.32 | 0.196 |
Note: Values given are the median, with the range in parentheses. CS = compressive strength (MPa); D = density (); and UPV = ultrasonic pulse velocity ().
| Mixture | Materials | Weight () | Unit price/kg ($USD) | $USD | LCA () | LCA () | References |
|---|---|---|---|---|---|---|---|
| EPS mortar mixture | Recycled waste EPS | 124.7 | 0.63 | 78 | 7.36a | 917.6a | Ross and Evans (2003) |
| Fine aggregate | 1,299.9 | 0.01 | 17 | 0.0139 | 18.1 | Turner and Collins (2013) | |
| Gasoline | 278.9 | 1.27 | 354 | 3.11 | 867.3 | EPA (2021) | |
| Total | 1,703.5 | — | 449 | — | 885.4 | — | |
| Standard cement mortar mixture | Portland cement | 500.6 | 0.21 | 103 | 0.82 | 410.5 | Collins (2010) |
| Fine aggregate | 1,194.2 | 0.01 | 15 | 0.0139 | 16.6 | Turner and Collins (2013) | |
| Purified water | 205.2 | 0.005 | 1.06 | 0.59 | 121.1 | Zuo et al. (2023) | |
| Total | 1,900.0 | — | 120 | — | 548.2 | — |
a
The LCA values ( Eq) of EPS represent the initial production values of the material. When considering the use of recycled waste EPS for mortar production, no contribution to LCA units ( Eq) is generated for the final EPS mortar.
The results of the Kruskal–Wallis test identified an effect of the EPS proportion on the dependent variable CS (MPa). Post hoc analyses showed that the CS value with an EPS proportion of 9% is higher than the proportion at the lower end of 4% (), Confidence Interval CI 95% [17.16, 22.40], and at the upper end with a proportion of 15% (), CI 95% [18.18, 21.29]. In turn, the effect on the dependent variable UPV () when applying the post hoc analysis resulted in the same EPS proportion of 9% compared to the lower end of 4% (), CI 95% [12.24, 162.81] and at the upper end of 15% (), CI 95% [545.64, 1,048.47]. In the dependent variable material density (), only a statistically significant difference was obtained between the proportions of 9% and 15% (), CI 95% [0.01, 0.19] when performing the post hoc analysis.
Also, the results of the Kruskal–Wallis test identified an effect of the curing temperature of the samples on the dependent variable CS (MPa). Post hoc analyses showed that the CS value with a curing temperature of 110°C is higher than that of all other evaluated temperature groups, with a greater effect at 40°C (), CI 95% [22.84, 25.86]. Also, the effect on the dependent variable UPV () when applying the post hoc analysis was found to be greater at the curing temperature of 40°C (), CI 95% [1,025, 1,400]. On the other hand, in the material density () variable, a statistically significant difference is identified in low curing temperatures of 40°C compared to high temperatures close to 150°C (), CI 95% [0.02, 0.64] when performing the post hoc analysis.
Finally, the results of the Kruskal–Wallis test identified a statistically significant effect of the curing time in air without applying oven temperature to the samples on the dependent variable CS (MPa). Post hoc analyses showed that the CS value with 90 days of curing is higher than that of all other evaluated groups, with a greater effect than samples with only one day of curing (), CI 95% [3.47, 9.07]. Consequently, the effect on the dependent variable UPV () when applying the post hoc analysis was found to be greater with 90 days of curing, showing to be superior to the samples with only one day of curing (), CI 95% [999, 2,444].
Multiple Linear Regression Analysis
A multiple linear regression model was calculated using the Enter method to predict the effect of UPV () and material density () on the dependent variable CS (MPa). The regression equation is statistically significant , , . The , indicating that the model with the variables UPV and material density can explain 82% of the change in strength. The adjusted value is 0.812, and the standard error of the estimate is 3.479. Eq. (1) of the regression is = Compressive strength (MPa); = Density (); and UPV = Ultrasonic pulse velocity ().
(1)
Where the strength increases by 0.22 MPa for every unit increase in ultrasonic pulse velocity in the material and 22.98 MPa for every unit increase in material density; in addition, the experimental results of CS measured by UPV and density using multiple linear regression are presented in Fig. 15.

Mortar Analysis Comparison Using Life Cycle Assessment of Global Warming Potential and Total Cost
In the context of sustainable construction, it is important to evaluate both environmental impacts and costs associated with different materials. In this study, a comparative analysis was conducted between two mortar mixes: an EPS mortar mix and a standard cement mortar mix. The analysis employed life cycle assessment (LCA) methodologies of global warming potential (GWP) in conjunction with total cost assessments.
Table 8 provides a comparison of the constituent materials utilized in each blend, including metrics such as weight per cubic meter (), unit price in US dollars (), total cost in $USD, and environmental impact measured in equivalent emissions ( Eq). Each theory value is referenced, ensuring data traceability.
The EPS mortar mix exhibits a heightened contribution to both total cost and environmental impact due to the utilization of gasoline, in contrast to the standard cement mortar mix, primarily reliant on portland cement, fine aggregate, and purified water.
Discussion
The following are the most outstanding conclusions of the research focused on evaluating CS from destructive tests correlated with nondestructive test parameters such as UPV and density of mortar mixtures made of sand and diluted EPS as an aggregate, considering independent variables such as the optimal ratio of diluted EPS using gasoline as a solvent in the mortar mixture, in addition to the effect of thermal curing in the oven and in the air, and the application of a pressing load for the compaction of the material.
The configurations of the independent variables for manufacturing material samples that allowed us to obtain the best behavior of the dependent variables were identified. The best behavior was obtained by using an EPS proportion in the mixture of 9%, an initial treatment of 24 h of air drying, and subsequent application of 24 h of temperature at 110°C in the curing of the material. Also, when a pressing load of 35 kN is applied, it generates a pressing stress of 15.3 MPa in the samples. On the contrary, when the air curing method is used only, no improvement is observed in the results of the dependent variables.
Solvent evaporation analyses suggest that only two days of curing are needed for the material: 24 h at room temperature and 24 additional hours in an oven at 110°C, representing 26% and 73% of the total evaporation, respectively. It is concluded that the additional two days of oven drying only contribute an average of 1.1% of the solvent used for evaporation, which is considered insignificant. This result is considered important when compared to the curing method of traditional materials such as clay blocks, requiring temperatures ranging from 800°C to 1,000°C, as evidenced by studies such as that of Bubalo et al. (2023). In addition, the oven curing method used in this research is considered more sustainable compared to other ceramic materials cured at high temperatures, requiring less heating energy for prolonged oven drying, reaffirming the material’s potential as a viable and environmentally friendly alternative in construction.
Consequently, during the material manufacturing process, it was identified that up to 46% of the solvent used evaporates. Therefore, a new research line is generated around the possibility of recovering it through vapor condensation techniques, providing economic and production advantages by reducing the costs associated with the acquisition of solvents and environmental benefits by reducing waste generation and associated pollutants emissions from the production of the material.
The results of the Kruskal–Wallis test show significant data concerning the EPS ratio, curing temperature, pressing load, and air curing time without an oven about the physical and mechanical properties of the material. Regarding the EPS ratio, a clear trend of increasing CS up to 25 MPa and UPV close to is observed as the EPS ratio increases. This result suggests that a higher EPS content contributes to improving these properties of the material, with 9% EPS showing the best performance in terms of strength and UPV.
With respect to the curing temperature, it was found that temperatures close to 110°C generate better performance in CS and UPV. However, higher temperatures above 110°C can cause unwanted deformations. The pressing load showed that 35 kN resulted in the highest CS and UPV. Higher pressing loads did not generate a significantly greater effect and could damage the solid particles of the fine aggregate.
The air curing time without an oven showed that longer curing periods improve CS up to 6.5 MPa and UPV. In contrast, a notable improvement in the physical and mechanical properties of the material is observed when variables such as oven curing methodology, temperature, and pressing load are incorporated into the material manufacturing procedures, obtaining average strengths of 25 MPa, which are up to 2.3 times higher than those of studies such as the one developed by Milling et al. (2020).
The coefficients in the multiple linear regression equation reveal that the UPV, as a nondestructive test, has a positive effect with high statistical significance on CS, meaning that an increase in UPV translates into an increase in strength. Similarly, the density of the material also has a high statistical significance on strength, with a substantial increase in strength as density increases. Therefore, it is concluded that the CS of mortar with diluted EPS as an aggregate material can be inferred from nondestructive tests with a high level of statistical confidence.
In environmental impact and cost analysis comparison, focusing on the EPS mortar mixture, the use of recycled waste EPS significantly contributes to reducing the overall environmental impact, particularly in terms of equivalent emissions (LCA) with savings around of Eq. It is important to note that these LCA values for EPS represent the initial production values of the material, and when considering the utilization of recycled waste EPS for mortar production, no additional contribution to LCA units is generated for the final EPS mortar.
Correspondingly, the incorporation of gasoline in the EPS mortar mixture contributes significantly to the environmental impact and total cost. Gasoline, with its higher unit price and significant emissions per kilogram (), further adds to the environmental burden of the EPS mortar mixture. In contrast, the standard cement mortar mixture, primarily composed of portland cement, fine aggregate, and purified water, exhibits a different pattern of environmental impact and cost distribution. Portland cement, while contributing to emissions, exhibits lower LCA values compared to gasoline. The use of fine aggregate and purified water also contributes to the environmental impact and cost, albeit to a lesser extent compared to portland cement. This highlights the need to optimize EPS mortar mixes by using solvents with better economic and environmental performance.
Finally, studies such as that of Van Deursen et al. (2023) have been conducted using other types of solvents like acetone, toluene, and even industrial solvents such as thinner and gasoline, as in the case of this research. However, it is necessary to direct research toward the use of environmentally sustainable solvents, as demonstrated in the study conducted by García-Barrera et al. (2022), who employed natural solvents such as natural esters, omega-3, methanol, and isopropanol.
Conclusion
A study of mortars made with sand and diluted EPS as an aggregate found that the optimal EPS ratio is 9%. This ratio produces the highest CS (25 MPa) and UPV (). The most effective curing method combines 24 h of air drying and 24 h at 110°C in an oven. A pressing load of 35 kN (15.3 MPa) also improves the CS and UPV without damaging the fine aggregate. Air curing alone does not significantly improve the mechanical properties.
The results suggest that this material has comparable mechanical properties to traditional materials but has lower weight and potential energy savings. Its low curing temperature makes it a sustainable alternative for construction.
Future research directions include the development of microstructural characterization of the mortars, methods to recover the evaporated solvent, the exploration of the use of ecosustainable solvents, the study of the durability of the material under real exposure conditions, and the optimization of the production of the material.
Data Availability Statement
Some or all data, models, or codes that support the findings of this study are available from the corresponding author upon reasonable request.
Acknowledgments
The authors sincerely thank the Sustainable Materials Research Group (Gicivil) students in the Civil Engineering Career at the Universidad Libre, Pereira. Special thanks are given to Silvana Amariles Solano.
References
AbdelSalam, S. S., M. B. Anwar, and S. S. Eskander. 2019. “Long term behavior of EPS geofoam for road embankments.” In Sustainable civil infrastructures, 97–107. New York: Springer.
ASTM. 2015. Standard practice for making and curing concrete test specimens in the laboratory. ASTM C192/C192M-14. West Conshohocken, PA: ASTM.
ASTM. 2022a. Standard test method for relative density (specific gravity) and absorption of fine aggregate. ASTM C128-22. West Conshohocken, PA: ASTM.
ASTM. 2022b. Standard test method for sand equivalent value of soils and fine aggregate. ASTM D2419-22. West Conshohocken, PA: ASTM.
ASTM. 2022c. Standard test method for ultrasonic pulse velocity through concrete. ASTM C597-22. West Conshohocken, PA: ASTM.
ASTM. 2023a. Standard specification for concrete aggregates. ASTM C33/C33M-23. West Conshohocken, PA: ASTM.
ASTM. 2023b. Standard specification for molds for forming concrete test cylinders vertically. ASTM C470/C470M-15. West Conshohocken, PA: ASTM.
ASTM. 2023c. Standard test method for compressive properties of rigid plastics. ASTM D695-23. West Conshohocken, PA: ASTM.
ASTM. 2023d. Standard test method for effect of organic impurities in fine aggregate on strength of mortar. ASTM C87/C87M-23. West Conshohocken, PA: ASTM.
Behera, M., S. K. Bhattacharyya, A. K. Minocha, R. Deoliya, and S. Maiti. 2014. “Recycled aggregate from C&D waste & its use in concrete—A breakthrough towards sustainability in construction sector: A review.” Constr. Build. Mater. 68 (Oct): 501–516. https://doi.org/10.1016/j.conbuildmat.2014.07.003.
Bicer, A. 2021. “Investigation of waste EPS foams modified by heat treatment method as concrete aggregate.” J. Build. Eng. 42 (Oct): 102472. https://doi.org/10.1016/j.jobe.2021.102472.
Bouvard, D., J. M. Chaix, R. Dendievel, A. Fazekas, J. M. Létang, G. Peix, and D. Quenard. 2007. “Characterization and simulation of microstructure and properties of EPS lightweight concrete.” Cem. Concr. Res. 37 (12): 1666–1673. https://doi.org/10.1016/j.cemconres.2007.08.028.
Bubalo, A., D. Vouk, L. Ćurković, M. Rogošić, D. Nakić, and C. Cheeseman. 2023. “Influence of combustion temperature on the performance of sewage sludge ash as a supplementary material in manufacturing bricks.” Constr. Build. Mater. 404 (Apr): 133126. https://doi.org/10.1016/j.conbuildmat.2023.133126.
Castañeda, D., G. Silva, J. Salirrosas, S. Kim, B. Bertolotti, J. Nakamatsu, and R. Aguilar. 2020. “Production of a lightweight masonry block using alkaline activated natural pozzolana and natural fibers.” Constr. Build. Mater. 253 (Aug): 119143. https://doi.org/10.1016/j.conbuildmat.2020.119143.
Chaukura, N., W. Gwenzi, T. Bunhu, D. T. Ruziwa, and I. Pumure. 2016. “Potential uses and value-added products derived from waste polystyrene in developing countries: A review.” Resour. Conserv. Recycl. 107 (Jun): 157–165. https://doi.org/10.1016/j.resconrec.2015.10.031.
Collins, F. 2010. “Inclusion of carbonation during the life cycle of built and recycled concrete: Influence on their carbon footprint.” Int. J. Life Cycle Assess 15 (6): 549–556. https://doi.org/10.1007/s11367-010-0191-4.
Dahmen, J., J. Kim, and C. M. Ouellet-Plamondon. 2018. “Life cycle assessment of emergent masonry blocks.” J. Cleaner Prod. 171 (Apr): 1622–1637. https://doi.org/10.1016/j.jclepro.2017.10.044.
Del Río Merino, M., P. I. Gracia, and I. S. W. Azevedo. 2010. “Sustainable construction: Construction and demolition waste reconsidered.” Waste Manage. Res. 28 (2): 118–129. https://doi.org/10.1177/0734242X09103841.
El Gamal, S., Y. Al-Jardani, M. Meddah, K. Abu Sohel, and A. Al-Saidy. 2023. “Mechanical and thermal properties of lightweight concrete with recycled expanded polystyrene beads.” Eur. J. Environ. Civ. Eng. 28 (1): 80–94. https://doi.org/10.1080/19648189.2023.2200830.
EPA. 2021. “Inventory of US greenhouse gas emissions and sinks: 1990-2021, Tables A19, A-24, A-31, and A-215.” Accessed March 14, 2024. https://www.eia.gov/environment/emissions/co2_vol_mass.php.
Ferrándiz-Mas, V., L. A. Sarabia, M. C. Ortiz, C. R. Cheeseman, and E. García-Alcocel. 2016. “Design of bespoke lightweight cement mortars containing waste expanded polystyrene by experimental statistical methods.” Mater. Des. 89 (Mar): 901–912. https://doi.org/10.1016/j.matdes.2015.10.044.
Formoso, C. T., L. Soibelman, C. De Cesare, and E. L. Isatto. 2002. “Material waste in building industry: Main causes and prevention.” J. Constr. Eng. Manage. 128 (4): 316–325. https://doi.org/10.1061/(ASCE)0733-9364(2002)128:4(316).
Games, P. A., and J. F. Howell. 1976. “Pairwise multiple comparison procedures with unequal N’s and/or variances: A Monte Carlo study.” J. Educ. Stat. 1 (2): 113–125. https://doi.org/10.3102/10769986001002113.
García-Barrera, L. V., D. L. Ortega-Solís, G. Soriano-Giles, N. Lopez, F. Romero-Romero, E. Reinheimer, V. Varela-Guerrero, and M. F. Ballesteros-Rivas. 2022. “A recycling alternative for expanded polystyrene residues using natural esters.” J. Polym. Environ. 30 (9): 3832–3839. https://doi.org/10.1007/s10924-022-02476-4.
Gomes, M. G., I. Flores-Colen, F. da Silva, and M. Pedroso. 2018. “Thermal conductivity measurement of thermal insulating mortars with EPS and silica aerogel by steady-state and transient methods.” Constr. Build. Mater. 172 (Apr): 696–705. https://doi.org/10.1016/j.conbuildmat.2018.03.162.
Hidalgo-Crespo, J., M. Soto, J. L. Amaya-Rivas, and M. Santos-Méndez. 2022. “Carbon and water footprint for the recycling process of expanded polystyrene (EPS) post-consumer waste.” Procedia CIRP 105 (Jan): 452–457. https://doi.org/10.1016/j.procir.2022.02.075.
Holmes, N., H. O’Malley, P. Cribbin, H. Mullen, and G. Keane. 2016. “Performance of masonry blocks containing different proportions of incinator bottom ash.” Sustainable Mater. Technol. 8 (Apr): 14–19. https://doi.org/10.1016/j.susmat.2016.05.001.
Juárez, C., B. Guevara, P. Valdez, and A. Durán-Herrera. 2010. “Mechanical properties of natural fibers reinforced sustainable masonry.” Constr. Build. Mater. 24 (8): 1536–1541. https://doi.org/10.1016/j.conbuildmat.2010.02.007.
Kan, A., and R. Demirboǧa. 2009. “A new technique of processing for waste-expanded polystyrene foams as aggregates.” J. Mater. Process. Technol. 209 (6): 2994–3000. https://doi.org/10.1016/j.jmatprotec.2008.07.017.
Kisku, N., H. Joshi, M. Ansari, S. K. Panda, S. Nayak, and S. C. Dutta. 2017. “A critical review and assessment for usage of recycled aggregate as sustainable construction material.” Constr. Build. Mater. 131 (Jan): 721–740. https://doi.org/10.1016/j.conbuildmat.2016.11.029.
Li, Y., N. Liu, and B. Chen. 2015. “Properties of lightweight concrete composed of magnesia phosphate cement and expanded polystyrene aggregates.” Mater. Struct. 48 (1–2): 269–276. https://doi.org/10.1617/s11527-013-0182-6.
Liu, N., and B. Chen. 2014. “Experimental study of the influence of EPS particle size on the mechanical properties of EPS lightweight concrete.” Constr. Build. Mater. 68 (Apr): 227–232. https://doi.org/10.1016/j.conbuildmat.2014.06.062.
Madurwar, M. V., R. V. Ralegaonkar, and S. A. Mandavgane. 2013. “Application of agro-waste for sustainable construction materials: A review.” Constr. Build. Mater. 38 (Feb): 872–878. https://doi.org/10.1016/j.conbuildmat.2012.09.011.
Mahoutian, M., O. Chaallal, and Y. Shao. 2018. “Pilot production of steel slag masonry blocks.” Can. J. Civ. Eng. 45 (7): 537–546. https://doi.org/10.1139/cjce-2017-0603.
Massey, F. J. 1951. “The Kolmogorov-Smirnov test for goodness of fit.” J. Am. Stat. Assoc. 46 (253): 68. https://doi.org/10.1080/01621459.1951.10500769.
Meddage, D. P. P., A. Chadee, M. T. R. Jayasinghe, and U. Rathnayake. 2022. “Exploring the applicability of expanded polystyrene (EPS) based concrete panels as roof slab insulation in the tropics.” Case Stud. Constr. Mater. 17 (Dec): e01361. https://doi.org/10.1016/j.cscm.2022.e01361.
Milling, A., A. Mwasha, and H. Martin. 2020. “Exploring the full replacement of cement with expanded polystyrene (EPS) waste in mortars used for masonry construction.” Constr. Build. Mater. 253 (Apr): 119158. https://doi.org/10.1016/j.conbuildmat.2020.119158.
Moghaddam, F. P., and M. G. Alkhansari. 2021. “Innovative fire and water insulation foam using recycled plastic bags and expanded polystyrene (EPS).” Constr. Build. Mater. 305 (Oct): 124785. https://doi.org/10.1016/j.conbuildmat.2021.124785.
Mohajerani, A., M. Ashdown, L. Abdihashi, and M. Nazem. 2017. “Expanded polystyrene geofoam in pavement construction.” Constr. Build. Mater. 157 (Dec): 438–448. https://doi.org/10.1016/j.conbuildmat.2017.09.113.
Munir, M. M., M. Adrian, M. Burhanuddin, and F. Iskandar. 2022. “Fabrication and structure optimization of expanded polystyrene (EPS) waste fiber for high-performance air filtration.” Powder Technol. 402 (May): 117357. https://doi.org/10.1016/j.powtec.2022.117357.
Muntohar, A. S., and M. E. Rahman. 2014. “Lightweight masonry block from oil palm kernel shell.” Constr. Build. Mater. 54 (Apr): 477–484. https://doi.org/10.1016/j.conbuildmat.2013.12.087.
Nagy, B. 2019. “Designing insulation filled masonry blocks against hygrothermal deterioration.” Eng. Fail. Anal. 103 (Feb): 144–157. https://doi.org/10.1016/j.engfailanal.2019.05.005.
Noor, A., and M. A. U. Rehman. 2022. “A mini-review on the use of plastic waste as a modifier of the bituminous mix for flexible pavement.” Cleaner Mater. 4 (Jun): 100059. https://doi.org/10.1016/j.clema.2022.100059.
Ostertagová, E., O. Ostertag, and J. Kováč. 2014. “Methodology and application of the Kruskal-Wallis test.” Appl. Mech. Mater. 611 (Apr): 115–120. https://doi.org/10.4028/www.scientific.net/AMM.611.115.
Pappu, A., M. Saxena, and S. R. Asolekar. 2007. “Solid wastes generation in India and their recycling potential in building materials.” Build. Environ. 42 (6): 2311–2320. https://doi.org/10.1016/j.buildenv.2006.04.015.
Qurashi, M. A., S. A. R. Shah, M. Farhan, M. Taufiq, W. Khalid, H. Arshad, M. Tayyab, G. Shahzadi, and M. Waseem. 2019. “Sustainable design and engineering: A relationship analysis between digital destructive and non-destructive testing process for lightweight concrete.” Processes 7 (11): 791. https://doi.org/10.3390/pr7110791.
Rodriguez, H. 2019. “La degradación del plástico potencia el efecto invernadero. National Geographic España. Accessed September 2, 2019. https://www.nationalgeographic.com.es/ciencia/actualidad/degradacion-plastico-potencia-efecto-invernadero_13126.
Ross, S., and D. Evans. 2003. “The environmental effect of reusing and recycling a plastic-based packaging system.” J. Cleaner Prod. 11 (5): 561–571. https://doi.org/10.1016/S0959-6526(02)00089-6.
Sangrutsamee, V., P. Srichandr, and N. Poolthong. 2012. “Re-pulped waste paper-based composite building materials with low thermal conductivity.” J. Asian Archit. Build. Eng. 11 (1): 147–151. https://doi.org/10.3130/jaabe.11.147.
Sariisik, A., and G. Sariisik. 2012. “New production process for insulation blocks composed of EPS and lightweight concrete containing pumice aggregate.” Mater. Struct. 45 (9): 1345–1357. https://doi.org/10.1617/s11527-012-9836-z.
Shelke, A. P., and D. S. Murty. 2011. “Swelling pressure of expansive soil stabilized using EPS geofoam.” In Proc., Indian Geotechnical Conf., 417–420. Kerala, India: Indian Geotechnical Society.
Tafesse, S., Y. E. Girma, and E. Dessalegn. 2022. “Analysis of the socio-economic and environmental impacts of construction waste and management practices.” Heliyon 8 (3): E09169. https://doi.org/10.1016/j.heliyon.2022.e09169.
Turgut, P. 2008. “Properties of masonry blocks produced with waste limestone sawdust and glass powder.” Constr. Build. Mater. 22 (7): 1422–1427. https://doi.org/10.1016/j.conbuildmat.2007.04.008.
Turgut, P. 2012. “Manufacturing of building bricks without Portland cement.” J. Cleaner Prod. 37 (Jun): 361–367. https://doi.org/10.1016/j.jclepro.2012.07.047.
Turner, L. K., and F. G. Collins. 2013. “Carbon dioxide equivalent (-e) emissions: A comparison between geopolymer and OPC cement concrete.” Constr. Build. Mater. 43 (Apr): 125–130. https://doi.org/10.1016/j.conbuildmat.2013.01.023.
Van Deursen, C., T. Suwan, S. Laosuwan, P. Wongmatar, M. Kaewmoracharoen, and P. Suwan. 2023. “Development of polymeric binder from expanded polystyrene (EPS) foam waste as construction materials.” IOP Conf. Ser.: Earth Environ. Sci. 1146 (1): 012007. https://doi.org/10.1088/1755-1315/1146/1/012007.
Vidales, A. 2019. Caracterización fisicoquímica y aplicaciones de yeso con adición de residuo plástico de cables mediante criterios de economía circular. Madrid, Spain: Universidad Politécnica de Madrid.
Villoria Sáez, P., J. Santa Cruz Astorqui, M. del Río Merino, M. del Pilar Mercader Moyano, and A. Rodríguez Sánchez. 2018. “Estimation of construction and demolition waste in building energy efficiency retrofitting works of the vertical envelope.” J. Cleaner Prod. 172: 2978–2985. https://doi.org/10.1016/J.JCLEPRO.2017.11.113.
Vinod, B. R., H. J. Surendra, and R. Shobha. 2022. “Lightweight concrete blocks produced using expanded polystyrene and foaming agent.” Mater. Today Proc. 52 (Jan): 1666–1670. https://doi.org/10.1016/j.matpr.2021.10.503.
Zabalza Bribián, I., A. Valero Capilla, and A. Aranda Usón. 2011. “Life cycle assessment of building materials: Comparative analysis of energy and environmental impacts and evaluation of the eco-efficiency improvement potential.” Build. Environ. 46 (5): 1133–1140. https://doi.org/10.1016/j.buildenv.2010.12.002.
Zuo, Q., Z. Zhang, J. Ma, C. Zhao, and X. Qin. 2023. “Carbon dioxide emission equivalent analysis of water resource behaviors: Determination and application of CEEA function table.” Water 15 (3): 431. https://doi.org/10.3390/w15030431.
Information & Authors
Information
Published In

Journal of Materials in Civil Engineering
Volume 36 • Issue 12 • December 2024
Copyright
This work is made available under the terms of the Creative Commons Attribution 4.0 International license, https://creativecommons.org/licenses/by/4.0/.
History
Received: Oct 27, 2023
Accepted: Apr 5, 2024
Published online: Sep 27, 2024
Published in print: Dec 1, 2024
Discussion open until: Feb 27, 2025
ASCE Technical Topics:
Authors
Metrics & Citations
Metrics
Citations
Download citation
If you have the appropriate software installed, you can download article citation data to the citation manager of your choice. Simply select your manager software from the list below and click Download.